



前の投稿
家全体のカスタマイズやオフィス家具の大量生産では、CNC (コンピューター数値制御) の加工効率が納期サイクルと利益率に直接影響します。
基板密度の過度の変動、不十分な内部結合、および不安定な含水率は、頻繁な工具の摩耗、エッジ欠け率の増加、不安定な吸盤保持、エッジバンディングの剥離などの「隠れた損失」につながります。これらの問題の原因は、家具工場のワークショップではなく、基板のバッチ間の一貫性です。
技術: ヤッコテクノロジー

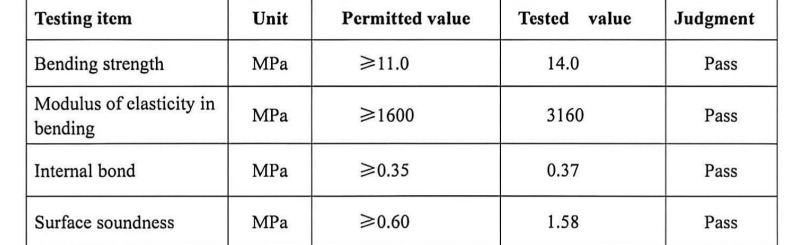
ヤッコ メラミンボード基板 は、テスト レポートからの 3 つのデータ ポイント、密度 0.72 g/cm3 (変動 ±0.02)、含水率 5.3% (変動 ±0.5%)、および内部結合 0.37 MPa を使用して、家具工場の CNC 加工の予測可能なプロセス ウィンドウを提供します。
以下のセクションでは、安定した基板がどのようにしてより速い送り速度、より低いスクラップ率、より少ない機械セットアップの変更につながるのかを、処理の観点から詳しく説明します。
1.密度 0.72±0.02: 工具寿命と送り速度の「安定剤」
テストデータ: 密度 0.72 g/cm3 (国家標準 0.60 ~ 0.90)、バッチ間の変動は ±0.02 以内に制御
CNC 加工では、フライスとドリルビットは基板密度の変化に非常に敏感です。密度が急激に高くなると、工具負荷が増加し、摩耗が促進され、さらにはチッピングが発生する可能性があります。密度が急激に低下すると、ボードが局所的に緩み、切断面が荒れたり、エッジが毛羽立ったりします。
基材密度が 0.72±0.02 という狭い範囲内で長期間安定している場合、家具工場は次のことが可能になります。
固定の送り速度とスピンドル速度を設定します。バッチごとにパラメータを再デバッグする必要はありません。
工具交換サイクルの延長 - 密度が安定しているということは、切削抵抗が一定であり、工具の磨耗が均一であり、密度の変動による予期せぬチッピングがないことを意味します。
吸盤の空気漏れを低減 – 密度が均一な基板は表面の平坦度が高く、真空吸盤は安定して保持され、処理中に基板がずれることはありません。
実測比較: YAKCO 基材を使用した家具工場では、同じバッチ処理で工具寿命が約 20% 向上し、密度変動による調整のための機械停止回数がほぼゼロになったと報告されています。
2. 含水率 5.3%±0.5% 冬期脆化なし、夏期膨張なし
試験データ: 水分含量 5.3% (国家標準 3.0% ~ 13.0%)、バッチ間の変動 ±0.5%
水分含有量が高すぎると、CNC 加工で粘着性のある切りくずが生成され、切りくず排出経路がブロックされ、ホットメルト接着剤によるエッジバンディングの後、基板が収縮して「白い線」が発生する可能性があります。
水分含有量が低すぎると、ボードが脆くなり、溝入れや穴あけの際にひどいエッジ欠けが発生します。
5.3% は「低収縮膨張の黄金範囲」にあります。北方の暖房期(周囲湿度が非常に低い)でも、ボードは過剰な水分を失って脆くなることがなく、エッジの欠けを防ぎます。
南部の雨季には、ボードが湿気を吸収して膨張することがないため、溝の寸法が公差を超えることはありません。
±0.5% という極めて狭い変動は、季節をまたがって生産される同じ注文について、季節の湿度変化によって処理パラメータを調整する必要がないことを意味します。
工場にとっての実用的な価値: 冬にはエッジチッピングの再加工率が減少し、夏にはエッジバンディング不良の苦情が減少し、地域を越えた出荷 (中国東部から中国北東部または南部へ) で水分含有量ごとにバッチを分ける必要がなくなりました。
3. 内部結合0.37MPa:穴あけ・溝加工時の「毛羽立ち」なし
試験データ:内部結合0.37MPa(国家基準≧0.35MPa)
CNC 加工では、ロック穴、ヒンジカップ穴、貫通溝などのエッジ品質が基板の内部結合強度を直接反映します。内部結合が不十分なボードでは、穴の壁に「毛羽立ち」が発生し、穴あけ後にエッジが粉化し、ネジのトルクが不安定になり、ヒンジの取り付けが緩む原因となります。

0.37 MPa は国家基準をわずか 0.02 MPa 上回るように見えるかもしれませんが、この余裕は高速加工で次のように現れます。 二次トリミングを必要としない滑らかな穴壁。スリーピース コネクタ用の事前に取り付けられたナットは、取り付け後に回転しません。切断後の長溝底部の剥離はありません。
大量生産工場の場合、この 0.02 MPa は、加工欠陥によりバッチごとに廃棄される基板が数十枚減少することを意味します。
4.ナローウィンドウ制御の「波及効果」:一括切り替え時の待ち時間ゼロ
ヤッコ substrate compresses the batch‑to‑batch ranges of density, moisture content, and internal bond to an extremely small range.
家具工場にとって最も直接的な経験は、異なる製造日のパネルが同じ CNC プログラム、同じエッジバンディング温度設定、同じ吸盤保持圧力を使用しているため、調整は必要ないということです。
大規模なエンジニアリング プロジェクトでは、数千枚の装飾パネルが 3 ~ 5 回のバッチに分けて到着することがあります。素材インジケーターが大きく変動する場合、工場ではバッチごとに再切断、パラメータの再調整、エッジバンディング温度の再設定を行う必要があり、累積して数十時間が無駄になります。
ヤッコ’s narrow‑window control turns batch changeovers into seamless transitions.
5.エンジニアリング検証: カスタム家具工場からの比較データ
年間 100,000 台のキャビネット セットを生産している中国東部のカスタム家具工場は、YAKCO 基板に切り替え、3 か月にわたる比較データを記録しました。 :

エッジ欠け率: 1.2% から 0.3% に低下しました。
月間平均ツール使用量: 45 個から 36 個に減少しました (20% 削減)。
エッジバンディングの手直し率: 基板の収縮による「白線」による苦情が 70% 減少しました。
CNC マシンのセットアップ時間: 月あたり約 8 時間から 1.5 時間に短縮されました。
工場の生産マネージャーは次のようにコメントしました。「私たちは、基板のバッチが異なると密度が異なることを最も恐れていました。
今では、YAKCO のボードを使用することで、プログラムを調整する必要はほとんどなく、ロードして実行するだけです。」
結論: 基材の安定性は家具工場の効率性の「隠れた原動力」である
YAKCOの価値 メラミンボード基板 テストレポートの優れた数値だけでなく、家具工場のワークショップではさらに優れた結果が得られます。機械の停止や調整が減り、工具寿命が長くなり、エッジのチッピングスクラップが減り、納品サイクルが短縮されます。
密度 0.72、含水率 5.3、内部結合 0.37 – これら 3 つのデータ ポイントは実験室の学術パラメータではなく、CNC マシンのすべての切断パスの「確実性」です。

家具工場のオーナーが年間の損失を計算するとき、YAKCO の狭窓基板はそれらの「隠れた損失」を 1 つずつ徐々に排除しています。
ヤッコ specialises in the R&D and manufacturing of メラミン化粧板 .
50μmの工場面積と30以上のプレスライン、基材から装飾表面までのチェーン全体にわたる独立した品質管理を備えたYAKCOは、家具製造企業に「安定した加工、効率的な生産」基材ソリューションを提供します。
製品について学ぶ: メラミン化粧板





